






2024/10/16
713
激光热导焊技术和激光深熔焊技术介绍 - 广州国际工业科技展
广州国际智能制造系列工业展即将于2025年2月25-27日在中国进出口商品交易会展馆A区举行。邀您关注广州国际智能智造系列工业展今日新资讯:
目前激光焊接技术是一项相对成熟的技术,本文将重点介绍两种激光焊接技术:激光热导焊接技术和激光深熔焊接技术。
激光热导焊
激光热导焊的原理
热导焊时,激光辐射能量作用于材料表面,激光辐射能在表面转化为热量。表面热量通过热传导向内部扩散,使材料熔化,在两材料连接区的部分形成熔池。
熔池随着激光束一道向前运动,熔池中的熔融金属并不会向前运动。在激光束向前运动后,熔池中的熔融金属随之凝固,形成连接两块材料的焊缝。激光辐射能量只作用于材料表面,下层材料的熔化靠热传导进行。
激光能量被表层10~100 nm 的薄层所吸收使其熔化后,表面温度继续升高,使熔化温度的等温线向材料深处传播。表面温度最高只能达到汽化温度。因此,用这种加热方法所能达到的熔化深度受到汽化温度和热导率的限制,主要用于对薄(1mm左右)、小零件的焊接加工。
激光热导焊的工艺及部分参数
(1)激光热导焊的连接形式
片状工件焊接形式有对焊、端焊、中心穿透熔化焊,丝与丝之间焊接形式有对焊、交叉焊、搭接焊、T形焊等,丝与块状零件之间的焊接形式有细丝插入预钻孔中、T形连接、细丝嵌入槽中,以及端焊等形式。
(2)激光功率密度
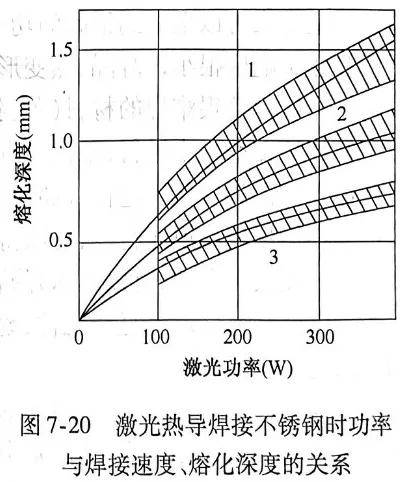
热导焊是在功率密度低于下面要讲的深熔焊产生匙孔的临界功率密度下进行的焊接。激光功率密度低决定了其焊接熔深浅,焊接速度慢。图7-20 所示为采用激光热导焊接不锈钢时熔化深度、焊接速度与激光功率的关系。图中1、2、3 分别为 1.0、3.0、10.0mm/s的焊接速度时熔化深度曲线(焊缝宽度见表7-2)。
(3)离焦量对焊接质量的影响
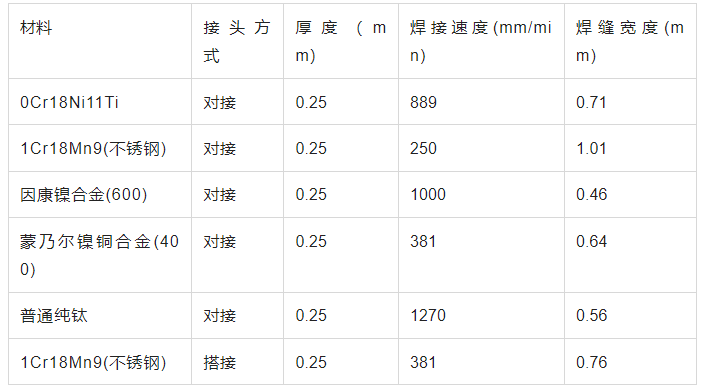
因为焦点处激光光斑中心的光功率密度过高,激光热导焊通常需要一定的离焦量,使得光功率分布相对均匀。离焦方式有两种,焦平面位于工件上方为正离焦,反之为负离焦。在实际应用中,要求熔深较大时采用负离焦,焊接薄材料时宜用正离焦。此外离焦量还直接影响到焊缝的宽度。表7-2中列出了用250W 连续 CO₂ 激光器进行连续热导焊的一些工艺参数数据。
表7-2 用250W连续CO₂激光器连续热导焊数据
(4)脉冲激光热导焊的脉冲波形
激光热导焊也可以用脉冲激光来完成,其脉冲波形对于焊接质量也有很大的影响。焊接铜、铝、金、银等高反射率的材料时,为了突破高反射率的屏障,使金属瞬间熔化把反射率降下来,实现后续的热导焊过程,需要脉冲带有一个前置的尖峰。而对于铁、镍、钼、钛等黑色金属,表面反射率较低,应采用较为平坦或平顶的脉冲波形。
(5)脉冲激光热导焊的脉冲宽度
脉冲宽度会影响到焊接熔深、热影响区的宽度等焊接的质量要求。脉宽越宽,焊接熔深热影响区越大,反之则小。因此,要根据激光功率的大小及要求的焊接熔深和热影响区的宽度大小来适当选择脉冲宽度。
激光深熔焊
激光深熔焊的原理
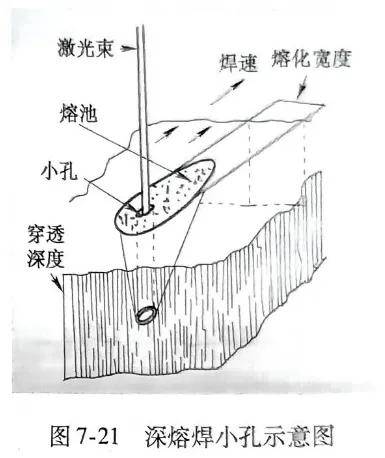
当 激光功率密度达到 时,功率输入远大于热传导、对流及辐射散热的速率,材料表面发生汽化而形成小孔(见图7-21),孔内金属蒸气压力与四周液体的静力和表面张力形成动态平衡,激光可以通过孔中直射到孔底。这种现象称为小孔效应(Keyhole Effet)。
小孔的作用和黑体一样,能将射入的激光能量完全吸收,使包围着这个孔腔的金属熔化。孔壁外液体的流动和壁层的表面张力与孔腔内连续产生的蒸气压力相持并保持动态平衡。光束携带着大量的光能量不断地进入小孔,小孔外材料在连续流动。随着光束向前移动,小孔始终处于流动的稳定状态。小孔随着前导光束向前移动后,熔融的金属充填小孔移开后所留下的空腔并随之冷凝形成焊缝,完成焊接过程。整个过程发生得极快,使焊接速度很容易达到每分钟数米。
激光深熔焊工艺参数
(1)临界功率密度
深熔焊时,功率密度必须大于某一数值,才能引起小孔效应。这一数值称为临界功率密度。不同材料的临界功率密度的大小不同,因此决定了各种材料进行激光深熔焊的难易程度。
(2)激光深熔焊的熔深
激光深熔焊的熔深与激光输出功率密度密切相关,也是功率和光斑直径的函数。在一定的激光功率下,提高焊接速度,热输入下降,焊接熔深减小。尽管适当降低焊接速度可加大熔深,但若焊接速度过低,熔深却不会再增加,反而使熔宽增大。其主要原因是,激光深熔焊时,维持小孔存在的主要动力是金属蒸气的反冲压力,在焊接速度低到一定程度后,随着热输入的增加,熔化金属越来越多。
当金属汽化所产生的反冲压力不足以维持小孔的存在时,小孔不仅不再加深,甚至会崩溃,使得焊接过程蜕变为传热焊接,因而熔深不会再加大。同时随着金属汽化的增加,小孔区温度上升,等离子体的浓度增加,对激光的吸收增加。这些原因使得低速焊接时,深熔焊熔深有一个最大值。也就是说,对于给定的激光功率等条件,存在一维持深熔焊接的最小焊接速度。
激光焊接过程中的几种效应
(1)深熔焊焊接过程中的等离子体
在高功率密度条件下进行激光加工时会出现等离子体。等离子体的产生是物质原子或分子受能量激发电离的结果。任何物质在接收外界能量而使温度升高时,原子或分子受能量(光能、热能、电场能等)的激发都会产生电离,从而形成由自由运动的电子、带正电的离子和中性原子组成的等离子体。激光焊时,金属被激光加热汽化后,在熔池上方形成高温金属蒸气,金属蒸气中有一定的自由电子。处在激光辐照区的自由电子通过逆韧致辐射吸收能量而被加速,直至其有足够的能量来碰撞、电离金属蒸气和周围气体,电子密度从而雪崩式地增加,产生等离子体。电子密度最后达到的数值与复合速率有关,也与保护气体有关。激光加工过程中的等离子体主要为金属蒸气的等离子体,这是因为金属材料的电离能低于保护气体的电离能,金属蒸气较周围气体易于电离。如果激光功率密度很高,而周围气体流动不充分时,也可能使周围气体离解而形成等离子体。
高功率激光深熔焊时,位于熔池上方的等离子体,会引起光的吸收和散射,改变焦点位置,降低激光功率和热源的集中程度,从而影响焊接过程。等离子体对激光的吸收率与电子密度和蒸气密度成正比,随激光功率密度的增大和作用时间的增长而增大,并与波长的平方成正比。同样的等离子体,对波长为10.6μm的CO₂激光的吸收率比对波长为1.06μm的YAG激光的吸收率高两个数量级。由于吸收率不同,不同波长的激光产生等离子体所需的功率密度阈值也不同。YAG激光产生等离子体阈值功率密度比CO₂激光的高出约两个数量级。也就是说用CO₂激光进行加工时,易产生等离子体并受其影响;而用YAG激光加工时,等离子体的影响则较小。

激光通过等离子体时,改变了吸收和聚焦条件,有时会出现激光束的自聚焦现象。等离子体吸收的光能可以通过不同渠道传至工件。如果等离子体传至工件的能量大于等离子体吸收所造成工件接收光能的损失,等离子体反而会增强工件对激光能量的吸收,这时,等离子体也可看作一个热源。
激光功率密度处于形成等离子体的阈值附近时,较稀薄的等离子体云集于工件表面,工件通过等离子体吸收能量。当材料汽化和所形成的等离子体云浓度间达到稳定的平衡状态时,工件表面有一较稳定的等离子体,它的存在有助于加强工件对激光的吸收。用 激光加工钢材时,与上述情况相对应的激光功率密度约为 。由于等离子体的作用,工件对激光的总吸收率可由10%左右增至30% ~50%。
(2)壁聚焦效应
当激光深熔焊小孔形成以后,激光束将进入小孔。当光束与小孔壁相互作用时,入射激光并不能全部被吸收,有一部分将由孔壁反射在小孔内某处重新会聚起来,这一现象称为壁聚焦效应。
壁聚焦效应的产生,可使激光在小孔内部维持较高的功率密度,进一步加热熔化材料。
对于激光焊接过程,重要的是激光在小孔底部的剩余功率密度必须足够高,以维持孔底有足够高的温度,产生必要的汽化压力,维持一定深度的小孔。
小孔效应的产生和壁聚焦效应的出现,能大大地改变激光与物质的相互作用过程,当光束进入小孔后,小孔相当于一个吸光的黑体,使能量的吸收率增大。
(3)净化效应
净化效应是指CO₂激光焊时,焊缝金属有害杂质元素减少或夹杂物减少的现象。产生净化效应的原因是,对于波长为10.6μm的CO₂激光,非金属夹杂物的吸收率远远大于金属的,当非金属和金属同时受到激光照射时,非金属将吸收较多的激光使其温度迅速上升而汽化。
当这些元素固溶在金属基体时,由于这些非金属元素的沸点低,蒸气压高,它们会从熔池中蒸发出来。
上述两种作用的总效果是,焊缝中的有害元素减少,这对金属的性能,特别是塑性和韧性,有很大的好处。当然,激光焊净化效应产生的前提必须是对焊接区加以有效地保护,使之不受大气等的污染。
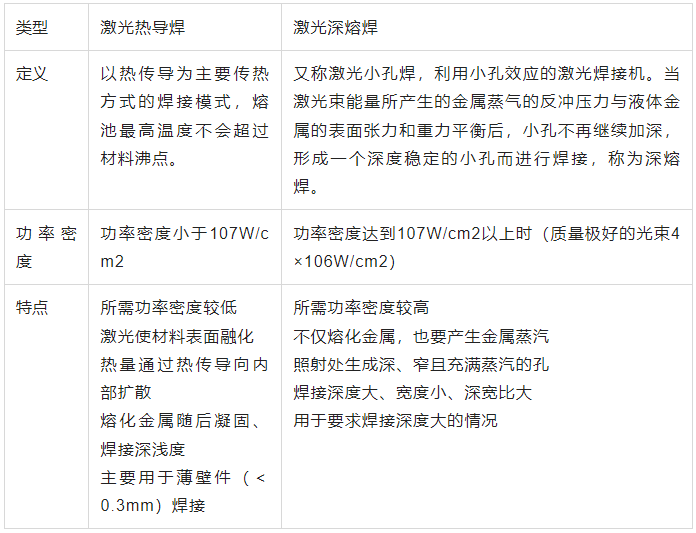
激光热导焊和激光深熔焊的区别
文章来源:搜狐网
2025广州国际智能智造系列工业展将于2025年2月25-27日在中国进出口商品交易会展馆A区举行。广州国际智能制造系列工业展由广州光亚法兰克福展览有限公司主办,与多方携手合作,整合智能制造行业资源,同期举办包括广州国际工业自动化技术及装备展览会、广州国际模具展览会、广州国际3D打印展览会、广州国际智慧工业产业园区设施及技术展览会、广州国际仓储物流展览会、广州国际金属加工工业展览会、广州国际轴承展览会、广州国际激光及焊接工业展览会、广州国际工厂维护技术及设备展览会以及广州国际铸造、压铸及锻压工业展览会在内等主题展会;广州国际智能智造系列工业展更多资讯,详情请登陆官网 https://git.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-89816057;我们将及时予以更正。 |

智造新时代 引发中国工业无限潜能
欢迎莅临广州工业科技展!
主办单位官方微信

